大想法带来好处

直径1 200毫米的条筒是立达纺纱准备中的另一选择。它们能提高机器效率,同时还能减少用工和浪费。棉条接头的减少还可提升纱线质量。
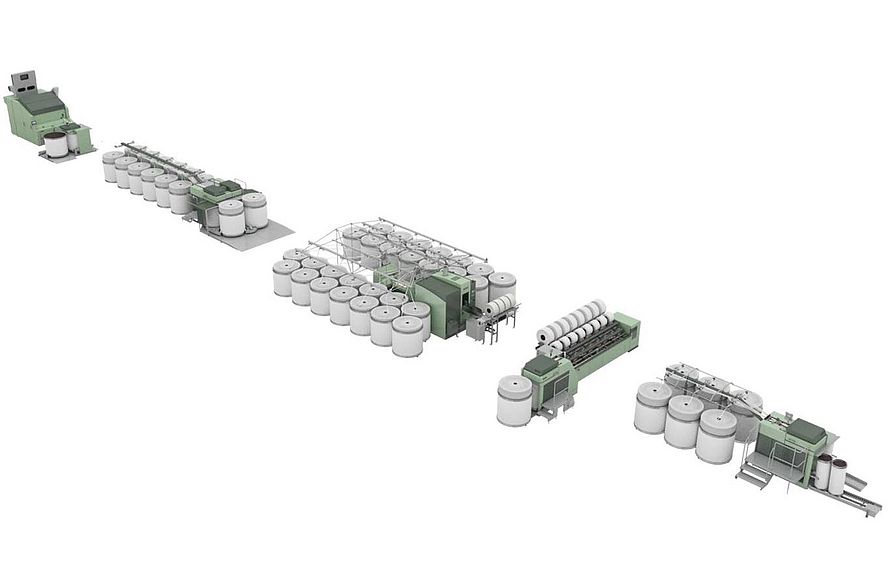
新立达棉条圈条采用直径1 200毫米的条筒有许多好处,因为它们减少了纺纱准备的工作量。大条筒现在还可用于梳棉机、并条机和精梳机。凭借这种条筒规格,立达解决了纺纱厂的招工难题。此外,使用这些条筒还有助于抵消因工资上涨而增加的人工成本。
每个条筒容纳高达100千克的棉条
与直径1 000毫米的条筒相比,直径1 200毫米的条筒的棉条容量要多出约43%。以普梳棉加工为例,高度为1 200毫米的条筒可容纳76千克的棉条;高度为1 300毫米的条筒则可容纳多达83千克的棉条。如果是精梳纤维,则可容纳多达100千克的棉条。
停顿次数显著减少
较大的填充量使停顿次数减少,因此机器的效率更高。无论是在喂入单元还是在机器的输出单元上使用条筒,效率始终出色。在没有配备自调匀整装置的并条机上,在喂入单元和圈条单元上使用条筒,机器效率显著上升。直径1 200毫米的条筒使并条机SB-D 26的效率提高了2.5%。

条筒的运输次数减少,需要的挡车工更少
较大的填充量使条筒的运输次数减少,并且使下游机器的导条架换筒次数减少30%,这意味着需要的挡车工更少。条筒装有顺滑的滚轮,因而可以轻松地在纺纱厂内推动条筒。
以日产48吨精梳环锭纱的纺纱厂为例来计算,可得到以下结果 :用直径1 200毫米的条筒取代直径1 000毫米的条筒,每班可减少1位挡车工 - 而用直径1 200毫米的条筒取代直径600毫米的条筒,几乎每班可以减少3位挡车工。这样,每天便可节省三至八名挡车工的成本。
棉条接头的减少使质量更优
在示例计算中,与采用直径1 000毫米的条筒相比,采用直径1 200毫米的条筒每年能减少运输370 000次。 这影响着从梳棉机到没有配备自调匀整装置的并条机和到精梳准备的输送路径,以及从精梳机到自调匀整并条机的输送路径。这意味着可减少370 000个棉条接头,疵点的数量也相应减少,这显著提高了纱线的质量。
每一圈都得到处理
立达棉条圈条中直径1 200毫米的圈条器在条筒中产生较大的圈条半径。这意味着,当棉条被拉到下游机器的导条架中时,气圈更稳定,棉条的喂入也更轻柔。即使是在高引纱速度下,比如在条并卷联合机OMEGAlap上,或在生产速率极高的并条机上,也能无中断地完全清空条筒。因此,更大直径的条筒产生的浪费也更少。
对于梳棉机和并条机,立达还可提供适合直径1 000毫米、高度最高可达1 500毫米的条筒的填充系统,与高度为1 200毫米的标准条筒相比,这些条筒的原料填充量要高出大约25%。